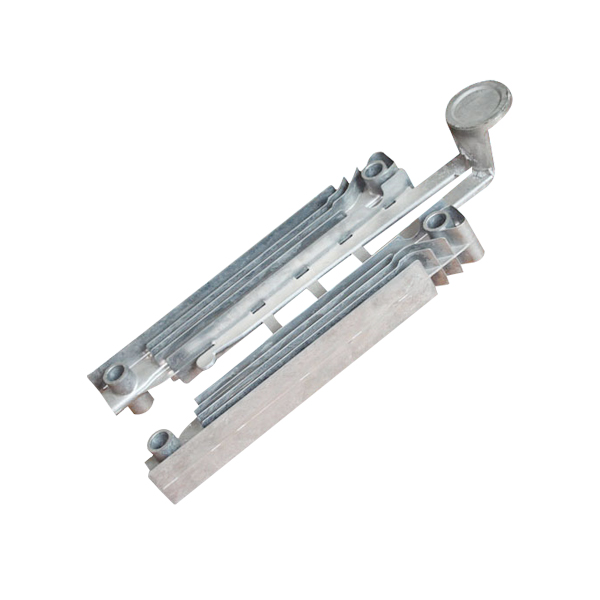
Semua jenis bagian pengecoran Aluminium ODM A380 ADC12
dudukan ipad yang dapat disesuaikan, dudukan dudukan tablet。
Silakan lihat produk kami yang lain, semuanya merupakan bagian yang disesuaikan, kami membuat cetakan dan membuat produk untuk pelanggan. Semua bagian die-casting dapat dibuat oleh kami dengan OEM sesuai kebutuhan pelanggan.
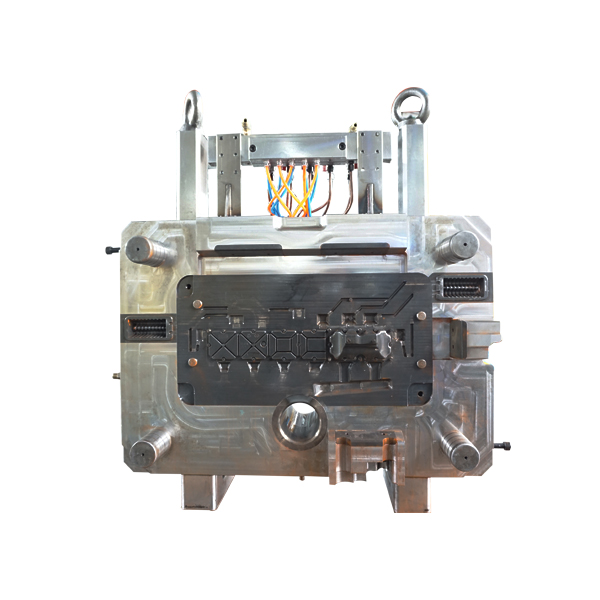
FANGCHEN memiliki tim teknik cetakan profesional dan senior, memberikan solusi cetakan optimal kepada pelanggan berdasarkan kebutuhan mereka untuk menjamin kualitas produk dan umur cetakan. Kami membuat cetakan dengan sistem MEGAMA Flow. Dan setelah hasil simulasi didapat tanpa masalah, kita melanjutkan ke desain die.
Kami membuat die-casting dengan menggunakan mesin 200T-1250T kami. Kami dapat memproduksi secara massal suku cadang dengan ketebalan dinding tipis 1,0 mm. Kami telah mengumpulkan pengalaman yang kaya pada porositas internal dan kontrol kedap udara di bagian die casting berdinding tebal.
Kami menggunakan material umum adalah ADC12, A380 dan A360. Bahan lain juga dapat disesuaikan berdasarkan kebutuhan klien. Kami memiliki pemasok Bahan yang stabil di Shanghai dan Provinsi Jiangsu. Setiap kali material masuk ke pabrik kami, kami akan melakukan pemeriksaan elemen material dan meninggalkan catatan untuk jejak di masa depan.
Langkah kami membuat suku cadang untuk pelanggan sebagai berikut:
1-Dapatkan konfirmasi Gambar yang disesuaikan
2-Mulailah desain dadu
3-Buat cetakan sementara analisis pada perawatan permukaan
4-Setelah Mati siap membuat jejak
5-Dapatkan sampel dan lakukan inspeksi CMM dengan mengikuti Gambar Khusus
6-Setelah laporan CMM diberi "lampu hijau", kirim sampel ke pelanggan untuk diperiksa
7-Setelah pelanggan mengkonfirmasi bagian akhir, kami akan membuat produksi jejak seperti 100-1000 untuk pesanan pertama
8-Setelah pelanggan mengkonfirmasi produksi jejak, kami akan mengikuti pesanan pelanggan untuk produksi di masa depan
Pekerja Fangchen mengikuti langkah-langkah dengan ketat, setiap langkah dapat diikuti jika ada masalah pada produk yang ditemukan, kami dapat mengetahui masalahnya dan menyelesaikan masalah dalam waktu singkat. Dan berjanji untuk memberikan solusi terbaik untuk coran yang ingin Anda buat di segala jenis bidang.
Apa saja komponen pengecoran?
Ada enam langkah untuk proses ini:
Tempatkan pola di pasir untuk membuat cetakan.
Desain dan pasir dimasukkan ke dalam sistem penuangan.
Hapus polanya.
Isi rongga dengan logam cair.
Biarkan logamnya dingin.
Pecahkan cetakan pasir dan lepaskan cetakannya.


Salah satu metode umum untuk pengecoran aluminium adalah dengan menuangkan aluminium cair ke dalam cetakan baja yang telah diproses secara presisi untuk memastikan bahwa potongan cetakan akan memiliki permukaan yang sangat halus dan halus. Proses khusus ini adalah salah satu dari beberapa metode yang digunakan untuk memproduksi coran aluminium, yang masing-masing digunakan untuk pembuatan jenis komponen tertentu.
Variasi dalam proses pengecoran adalah jenis cetakannya, yang dapat dibuat secara permanen dari baja atau sementara dibuat dari bahan nonlogam. Masing-masing jenis coran memiliki kelebihan dan diandalkan dalam hal keandalan dan kualitas produk.
Untuk membahas proses pengecoran aluminium, penting untuk mengkaji masing-masing metode berbeda dan cara penggunaannya karena tidak hanya ada satu proses. Meskipun ada produsen yang berspesialisasi dalam satu atau beberapa metode, banyak produsen menawarkan kepada pelanggan pilihan proses mana yang mereka sukai.
Proses Pengecoran Aluminium
Pengecoran Cetakan Permanen
Sebagian besar biaya pengecoran cetakan permanen aluminium adalah pemesinan dan pembentukan cetakan, yang biasanya terbuat dari besi atau baja abu-abu. Cetakan dibentuk menjadi bentuk geometris bagian yang dirancang dengan spesifikasi dan bentuk bagian dibagi menjadi dua bagian. Dalam proses injeksi, separuh cetakan ditutup rapat sehingga tidak ada udara atau kontaminan. Cetakan dipanaskan sebelum aluminium cair dituang, yang dapat disendok atau disuntikkan.
Setelah proses selesai, cetakan dibiarkan dingin agar bagian aluminium mengeras. Setelah dingin, bagian tersebut segera dikeluarkan dari cetakan untuk mencegah pembentukan cacat.